Пошаговый教程 выбора производителя глухих фланцев из нержавеющей стали
2026-06-07
- Критерии выбора: почему марка стали важнее цены фланца
- Шаг 1: Определение стандарта и класса давления
- Шаг 2: Выбор марки стали и контроль материала
- Шаг 3: Аудит производственных возможностей и сертификации
- Шаг 4: Логистика, упаковка и предотвращение повреждений
- Часто задаваемые вопросы
- Итоговое резюме и план действий
Критерии выбора: почему марка стали важнее цены фланца
Выбор глухого фланца (blind flange) — это не просто покупка металлической детали, а принятие решения о безопасности всей трубопроводной системы под давлением. В нашей практике мы неоднократно сталкивались с ситуацией, когда заказчики экономили 15% на стоимости закупки, выбирая поставщика с сомнительным сертификатом на материал, и в итоге теряли в три раза больше на внеплановых остановках производства из-за коррозии или разгерметизации. Ключевой параметр, который определяет судьбу вашего проекта, — это не только геометрические размеры, но и химический состав нержавеющей стали, а также соответствие конкретному стандарту давления. Если вы ищете надежные фланцы, первое, что нужно сделать, — это отказаться от универсального подхода «подойдет любая нержавейка» и четко определить условия эксплуатации.
Многие инженеры совершают ошибку, полагаясь исключительно на визуальный осмотр или базовый паспорт качества. Реальность такова, что даже сталь марки 304 (08Х18Н10) может вести себя по-разному в зависимости от метода её выплавки и последующей термообработки. Мы видели партии, где заявленное содержание хрома было в норме, но структура зерна была нарушена из-за неправильного охлаждения после ковки, что приводило к межкристаллитной коррозии уже через полгода работы в агрессивной среде. Поэтому пошаговый алгоритм выбора должен начинаться не с поиска цены, а с аудита технических требований вашего проекта.
В этой статье мы разберем процесс выбора производителя глухих фланцев так, как это делают главные инженеры крупных нефтегазовых проектов: от анализа стандартов до проверки производственных мощностей завода. Вы узнаете, какие вопросы задать менеджеру по продажам, чтобы сразу отсеять ненадежных поставщиков, и почему наличие определенных сертификатов (PED, AD2000) является обязательным, а не просто маркетинговым ходом. Наша цель — дать вам инструмент для принятия взвешенного решения, которое защитит ваш бюджет и репутацию.
Шаг 1: Определение стандарта и класса давления
Первый шаг в выборе глухого фланца — это жесткая привязка к международному или национальному стандарту. Нельзя просто сказать «мне нужен фланец DN100». Инженер долженSpecify: «Мне нужен глухой фланец DN100 PN40 по стандарту EN 1092-1 тип 05» или «ASME B16.5 Class 150». Разница в геометрии уплотнительной поверхности и толщине стенки между этими стандартами колоссальна, и их взаимозаменяемость в большинстве случаев невозможна без переделки ответного фланца на трубопроводе. Ошибка на этом этапе ведет к тому, что деталь физически не встанет на место или не обеспечит герметичность при испытательном давлении.
При работе с нержавеющими сталями критически важно учитывать класс давления (PN или Class). Глухие фланцы испытывают максимальную нагрузку среди всех типов фитингов, так как они воспринимают полное давление среды на всю площадь заглушки. Если для приварного фланца запас прочности распределяется иначе, то глухой фланец работает как мембрана. Мы рекомендуем всегда выбирать класс давления на одну ступень выше расчетного, если система подвержена гидроударам. Например, для рабочего давления 16 бар лучше взять PN25, чем PN16. Это правило, которое мы внедрили после того, как один из наших клиентов столкнулся с деформацией фланца при пуске насосной станции, хотя статическое давление было в норме.
Обратите внимание на тип уплотнительной поверхности. Для нержавеющих фланцев наиболее распространены исполнения «выступ-впадина» (RF — Raised Face) и «под приварку встык» (BW — Butt Weld), хотя для глухих фланцев BW не применяется, они всегда имеют плоскую торцевую поверхность или выступ. Важно проверить шероховатость поверхности (Ra). Для стандартных применений достаточно Ra 3.2–6.3 мкм, но для химических производств с высокоактивными средами может потребоваться полировка до Ra 0.8 мкм. Производитель должен подтвердить возможность достижения таких параметров в своем технологическом процессе.
Проверьте совместимость со стандартами болтовых соединений. Фланцы разных стандартов могут иметь одинаковый внешний диаметр, но разное количество отверстий или диаметр болтов. Это частая проблема при импорте оборудования из разных юрисдикций. Убедитесь, что выбранный вами производитель строго соблюдает размерные цепи стандарта, который вы указали в спецификации. Запросите чертеж с допусками перед началом производства. Это действие займет 10 минут, но сэкономит недели простоев на монтаже.
Шаг 2: Выбор марки стали и контроль материала
Выбор марки нержавеющей стали — это баланс между коррозионной стойкостью, механической прочностью и бюджетом. Самые популярные марки — AISI 304 (1.4301) и AISI 316 (1.4401). Однако слепое следование популярности опасно. Если ваша среда содержит хлориды (морская вода, некоторые реагенты в нефтехимии), сталь 304 начнет питтинговать почти мгновенно. Здесь безальтернативно нужна 316 или даже более стойкие сплавы вроде 317L или дуплексных сталей (2205). Мы знаем случай, когда партия фланцев из 304 была установлена на опреснительной установке, и через 4 месяца начались протечки именно по телу фланца, а не по прокладке.
При заказе обязательно требуйте сертификат 3.1 по стандарту EN 10204. Это не просто бумажка, а документ, где указаны результаты конкретных химических и механических испытаний именно вашей плавки. Сертификат 2.2 или декларация соответствия не дают гарантии, что материал внутри соответствует заявленному. В документе должны быть четко прописаны проценты содержания хрома, никеля, молибдена (для 316) и углерода. Низкое содержание углерода (маркировка “L”, например, 304L) критично для сварных конструкций, чтобы избежать выделения карбидов хрома в зоне термического влияния.
Уделите внимание происхождению заготовки. Качественный глухой фланец должен изготавливаться из кованой заготовки, а не вырезаться из листа или отливаться (если это не спецсплав). Ковка обеспечивает правильную ориентацию волокон металла, что повышает усталостную прочность. При производстве в компании ООО «Тяньцзинь Хайшэн Электромеханическое инженерное оборудование», например, используется именно метод свободной ковки или штамповки для формирования тела фланца, что гарантирует отсутствие внутренних раковин и пористости, характерных для литья низкого качества. Спросите поставщика: «Вы режете фланец из плиты или куете его?». Ответ «режем» для высоких давлений — это красный флаг.
Проверьте наличие дополнительных тестов. Для критических применений (нефтегаз, атомная энергетика) обычного химического анализа недостаточно. Требуйте проведения ультразвукового контроля (UT) для выявления внутренних дефектов и теста на межкристаллитную коррозию (ICC) по методу ASTM A262 или аналогу. Эти тесты подтверждают, что термообработка была проведена корректно. Отсутствие возможности провести такие тесты у поставщика означает, что он не контролирует качество на глубоком уровне, а лишь перепродает металл.
Шаг 3: Аудит производственных возможностей и сертификации
Когда технические параметры определены, наступает этап выбора самого производителя. Здесь важно отличать торговые компании от реальных заводов. Торговая компания может предложить更低кую цену и широкий ассортимент, но она не контролирует процесс производства. Завод же несет ответственность за каждый этап: от входного контроля металла до финальной упаковки. Для сложных изделий, таких как глухие фланцы большого диаметра или высокого давления, работа напрямую с производителем снижает риски брака на 80%. Как проверить, кто перед вами? Запросите видео процесса производства или отчет о инспекции третьей стороной.
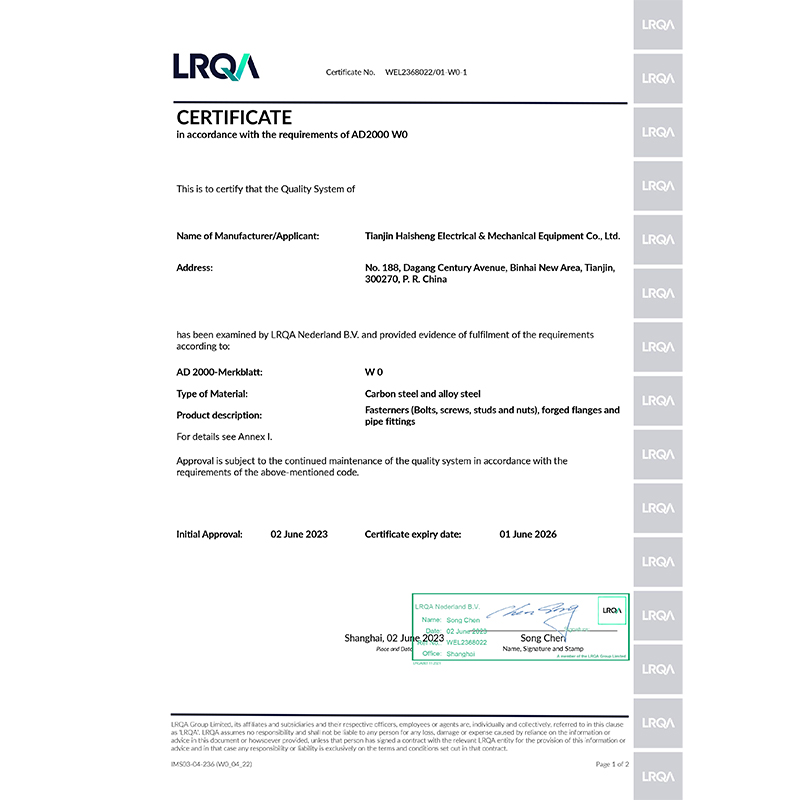
Сертификация системы менеджмента качества ISO 9001 — это базовый минимум, но для промышленных фланцев этого мало. Ищите специфические отраслевые лицензии. Если вы работаете с европейским рынком, обязательным является сертификат PED (Pressure Equipment Directive) 2014/68/EU. Для немецкого рынка важен модуль H или AD2000 WO. Наличие этих сертификатов говорит о том, что завод прошел аудит компетентным органом (Notified Body) и его процессы соответствуют строгим нормам безопасности. Компания ООО «Тяньцзинь Хайшэн Электромеханическое инженерное оборудование», обладающая лицензией на производство специального оборудования КНР и сертификатами PED, CPR и AD2000 WO, демонстрирует именно такой уровень зрелости процессов, что позволяет ей быть поставщиком для Китайской национальной ядерной корпорации и нефтегазовых гигантов.
Обратите внимание на парк оборудования. Для производства качественных фланцев необходимы современные обрабатывающие центры с ЧПУ, обеспечивающие высокую точность размеров и чистоту поверхности. Ручная обработка на старых станках допустима только для единичных заказов низкого класса давления. Также важно наличие собственной лаборатории. Если завод отправляет образцы на анализ в стороннюю лабораторию за 50 км, это увеличивает время контроля и снижает оперативность реакции на брак. Собственная спектрометрическая лаборатория и стенды для гидравлических испытаний — признак серьезного игрока.
Оцените опыт работы в вашей отрасли. Фланцы для пищевой промышленности и фланцы для морской платформы требуют разного подхода к документации и упаковке. Поставщик, который годами отгружает продукцию для нефтегазового сектора (как в случае с партнерами CNPC и CNOOC), понимает важность трассируемости (traceability) каждой единицы продукции. Они знают, что потеря маркировки на складе заказчика может привести к невозможности использования детали. Спросите о референс-листах: «Поставляли ли вы подобные фланцы для проектов с похожими условиями?». Конкретные примеры из практики весомее общих фраз о высоком качестве.
Шаг 4: Логистика, упаковка и предотвращение повреждений
Нержавеющая сталь кажется прочной, но она уязвима к механическим повреждениям и загрязнению. Глухие фланцы часто имеют обработанную уплотнительную поверхность, которую легко поцарапать при небрежной погрузке. Царапина на зеркале фланца — это потенциальная точка утечки. Поэтому требования к упаковке должны быть прописаны в контракте так же жестко, как и технические условия. Деревянные ящики должны быть окурены (маркировка IPPC), а сами фланцы разделены мягкими прокладками. Никогда не допускайте контакта нержавеющей стали с углеродистой сталью (например, цепями подъёмных механизмов или гвоздями в ящиках) — это приведет к возникновению очагов ржавчины.
Маркировка — еще один критический момент. Каждый фланец должен иметь клеймо с указанием марки стали, класса давления, номера плавки и логотипа производителя. Это требование большинства стандартов (ASME, EN). Отсутствие клейма делает деталь «безродной», и инспектор технадзора имеет полное право забраковать всю партию. Убедитесь, что метод маркировки не повреждает структуру металла (например, использование электрохимического травления или ударного клейма с низким усилием). Мы видели случаи, когда глубокие насечки от клейма становились концентраторами напряжений и инициировали трещины.
Логистические сроки и условия поставки (Incoterms) напрямую влияют на итоговую стоимость. При импорте из Китая важно учитывать не только цену EXW или FOB, но и расходы на таможенную очистку и доставку до объекта. Надежный производитель берет на себя подготовку полного пакета экспортных документов: инвойс, упаковочный лист, сертификат происхождения, транспортные накладные. Ошибки в документах могут задержать груз на таможне на недели. Компания с опытом экспорта, такая как HSJD, обычно имеет отлаженные каналы доставки и знает специфику таможенного оформления в разные регионы, минимизируя риски задержек.
Проверьте политику гарантии и рекламаций. Что произойдет, если при получении вы обнаружите брак? Кто оплачивает возврат? Прозрачный производитель всегда прописывает процедуру действия при выявлении несоответствий. Это включает сроки рассмотрения претензии и обязательства по замене бракованной продукции за свой счет. Отсутствие четкого механизма работы с рекламациями — признак того, что поставщик не уверен в своем продукте или планирует исчезнуть после продажи.
Часто задаваемые вопросы
В чем главная разница между фланцем из стали 304 и 316?
Основное различие заключается в содержании молибдена. Сталь AISI 316 содержит 2-3% молибдена, которого нет в 304. Молибден значительно повышает устойчивость к точечной (питтинговой) коррозии, особенно в средах, содержащих хлориды (морская вода, растворы солей, некоторые кислоты). Если ваша среда нейтральна или слабоагрессивна (вода, воздух, пищевые продукты без соли), 304 будет достаточна и экономически выгодна. Для химической промышленности и морских применений выбор 304 является ошибкой, ведущей к быстрому разрушению.
Можно ли использовать глухие фланцы для постоянного закрытия трубопровода?
Да, глухие фланцы специально предназначены для этого. Однако важно помнить, что они создают «тупик» в системе, где возможно застаивание среды. Если среда склонна к образованию осадка или кристаллизации, установка глухого фланца без возможности дренажа или промывки может привести к локальной коррозии под прокладкой. В таких случаях рекомендуется предусматривать дренажные штуцера или использовать съемные заглушки другого типа, если доступ требуется часто. Для постоянного закрытия под высоким давлением глухой фланец — самое надежное решение.
Какой минимальный объем заказа (MOQ) у китайских производителей?
Это зависит от сложности изделия и загрузки завода. Для стандартных размеров (DN15-DN200) многие заводы готовы отгрузить даже небольшую партию (от 10-20 штук), особенно если это складская позиция. Однако для非标 (нестандартных) размеров или специальных сплавов (дуплекс, супердуплекс) MOQ может быть выше из-за необходимости запуска конкретной плавки или переналадки оборудования. Крупные игроки, такие как HSJD, часто более гибки в этом вопросе ради установления долгосрочных отношений, предлагая консолидацию грузов с другими изделиями.
Как проверить подлинность сертификата на сталь?
Настоящий сертификат EN 10204 3.1 должен содержать подпись представителя производителя и независимого инспектора (если требуется). На нем указан уникальный номер плавки (Heat Number), который должен совпадать с клеймом на самом изделии. Вы можете запросить у завода копии первичных протоколов испытаний лаборатории, на основе которых выдан сертификат. Также многие крупные заводы позволяют проверить статус сертификата через онлайн-реестры или связавшись с указанным органом по сертификации. Подделка сертификата — уголовное преступление, и серьезные заводы этим не рискуют.
Итоговое резюме и план действий
Выбор производителя глухих фланцев из нержавеющей стали — это многоэтапный процесс, где безопасность преобладает над экономией. Начните с четкого определения стандарта и условий среды, чтобы выбрать правильную марку стали. Не стесняйтесь требовать полные сертификаты 3.1 и проводить аудит производственных мощностей поставщика. Помните, что надежность соединения зависит от качества металла и культуры производства. Компании, инвестирующие в технологии и сертификацию (PED, ISO, AD2000), такие как ООО «Тяньцзинь Хайшэн Электромеханическое инженерное оборудование», предлагают не просто металл, а гарантию безаварийной работы вашей системы на десятилетия.
Не откладывайте проверку поставщика на последний момент. Ошибка в выборе фланца может стоить дороже, чем вся сэкономленная сумма. Если вы хотите убедиться в качестве продукции и получить консультацию по подбору материалов для вашего конкретного проекта, свяжитесь с нашими техническими специалистами. Мы готовы предоставить образцы, полные сертификаты и рассчитать оптимальное решение для ваших задач.
Каталог нержавеющих фланцев и фитингов
Свяжитесь с нами сегодня для получения детального коммерческого предложения и технической консультации.