Инструкция: как правильно заказать плоские приварные фланцы на заказ
2026-06-07
- Почему 80% заказов плоских приварных фланцев возвращаются на доработку
- Этап 1: Точное определение рабочих параметров среды
- Этап 2: Выбор стандарта и геометрии сопряжения
- Этап 3: Требования к материалам и сертификатам
- Этап 4: Контроль качества и методы неразрушающего контроля
- Типичные ошибки при формировании заявки
- Часто задаваемые вопросы
- Итоговые рекомендации по выбору поставщика
Почему 80% заказов плоских приварных фланцев возвращаются на доработку
В нашей практике работы с трубопроводными системами высокого давления мы столкнулись с удивительной статистикой: почти каждый пятый заказ на фланцы, поступивший от новых клиентов, содержал критические ошибки в спецификации. Это не просто опечатки в чертежах — это фундаментальное непонимание того, как материал и геометрия изделия влияют на герметичность узла при циклических нагрузках. Одна из наших клиентов, крупная нефтеперерабатывающая компания, потеряла три недели простоя линии только потому, что заказала фланцы из стали марки 20 вместо требуемой 09Г2С для работы при отрицательных температурах. Результатом стала хрупкость металла и микротрещины в зоне сварного шва уже после первого гидроиспытания.
Заказывать плоские приварные фланцы «на заказ» — это не то же самое, что купить стандартный болт в строительном магазине. Здесь цена ошибки измеряется не стоимостью металла, а риском аварийной остановки производства или, в худшем случае, экологической катастрофой. В этой инструкции мы разберем пошаговый алгоритм, который используют главные инженеры проектов, чтобы исключить брак еще на этапе формирования технического задания. Вы узнаете, какие параметры действительно важны для технолога на заводе, а какие второстепенны, и как правильно сформулировать требования, чтобы получить изделие, которое пройдет приемку с первого раза.
Этап 1: Точное определение рабочих параметров среды
Первое, что требуется от заказчика перед началом проектирования, — это четкое описание условий эксплуатации. Многие совершают ошибку, указывая только рабочее давление (PN) и диаметр (DN). Однако для производителя критически важно понимать химический состав транспортируемой среды и её температуру. Например, если вы работаете с сероводородом, обычная углеродистая сталь быстро подвергнется сульфидному коррозионному растрескиванию. В таких случаях даже стандартные фланцы требуют специальной термообработки или замены материала на легированные сплавы.
Температурный режим диктует выбор марки стали. При температурах ниже -40°C обычные конструкционные стали теряют ударную вязкость. Мы видели случаи, когда заказчики игнорировали этот параметр, полагаясь на «запас прочности» толщины стенки. Но толщина не спасает от хладноломкости. Для арктических исполнений необходимо требовать предоставления протоколов испытаний на ударный изгиб при минимальной расчетной температуре. Без этого документа сертификация узла в надзорных органах будет невозможна.
Также стоит учитывать возможность гидравлических ударов. Если в вашей системе часто происходят резкие скачки давления, стандартный плоский приварной фланец может не выдержать циклической усталости. В таких сценариях мы рекомендуем пересмотреть конструкцию узла или ужесточить требования к контролю качества сварных швов. Укажите в заявке максимальное пиковое давление, которое может возникнуть в аварийной ситуации, а не только номинальное рабочее. Это позволит инженеру завода подобрать оптимальную толщину ступицы и кольца.
Действие: Подготовьте лист технических данных (Data Sheet), где явно прописаны: рабочая среда, диапазон температур (мин/макс), рабочее и испытательное давление, а также ожидаемый срок службы узла без ревизии.
Этап 2: Выбор стандарта и геометрии сопряжения
Выбор стандарта изготовления — это вопрос совместимости. Плоские приварные фланцы производятся по разным нормативам: ГОСТ 12820-80 в России и СНГ, DIN 2573/2576 в Европе, ASME B16.5 в США. Несмотря на внешнее сходство, размеры посадочных мест под трубы и диаметры крепежных отверстий могут отличаться на несколько миллиметров. Попытка смонтировать фланец DIN на трубу, подготовленную под ГОСТ, приведет к несоосности и невозможности герметичной сборки. Ошибка в выборе стандарта обнаруживается обычно на монтажной площадке, когда тысячи километров труб уже сварены.
Особое внимание уделите типу уплотнительной поверхности. Для плоских приварных фланцев наиболее распространены исполнения «под приварку встык» (гладкий торец) или с выступом/впадиной. Если вы выбираете соединение «выступ-впадина», убедитесь, что ответная часть (например, запорная арматура) имеет соответствующее зеркальное исполнение. Несоответствие типов уплотнения — частая причина утечек, которую пытаются устранить дополнительной затяжкой болтов, что лишь деформирует фланец и усугубляет проблему.
При заказе非标 (нестандартных) изделий важно определить допуски на обработку. Заводы массового производства часто работают по общим допускам, которые могут быть недостаточны для высокоточных узлов. Если ваша система требует идеальной соосности или специфической шероховатости уплотнительной поверхности (например, Ra 3.2 или Ra 1.6), это должно быть зафиксировано в чертеже заказчика. Компания ООО «Тяньцзинь Хайшэн Электромеханическое инженерное оборудование», имеющая более чем двадцатилетний опыт поставок для нефтегазовой отрасли, рекомендует всегда согласовывать чертеж уплотнительной поверхности отдельно от общего габаритного чертежа.
Не забывайте о массе изделия. При больших диаметрах (от DN300) вес фланца становится существенным фактором нагрузки на трубопровод. Использование облегченных версий возможно только при низких давлениях. В проектах с высокой вибрацией предпочтительнее более массивные конструкции, обеспечивающие жесткость соединения. Расчет массы должен входить в проектную документацию для правильного выбора опор и подвесок.
Действие: Укажите в спецификации точный номер стандарта (включая год издания) и тип уплотнительной поверхности. Если стандарт не подходит, приложите собственный эскиз с указанием всех критических размеров.
Этап 3: Требования к материалам и сертификатам
Материал — это сердце любого фланцевого соединения. Самая распространенная ошибка при заказе — требование «сталь Ст3» или «сталь 20» без указания конкретного стандарта на поставку полуфабриката. Для ответственных узлов, работающих под давлением, недостаточно просто назвать марку стали. Требуется указание стандарта на прокат или поковку (например, ГОСТ 5632 для нержавеющих сталей или ASTM A105 для углеродистых). Разница в содержании серы и фосфора между разными плавками одной и той же марки может кардинально влиять на свариваемость.
Для экспорта продукции или работы на объектах с международным финансированием критически важен пакет сопроводительной документации. Обычного паспорта качества (Mill Certificate Type 2.2) часто бывает недостаточно. Надзорные органы и заказчики все чаще требуют сертификат типа 3.1 по EN 10204, где конкретные результаты химических и механических испытаний привязаны к номеру плавки и партии готовых фланцев. Отсутствие такого документа может стать основанием для отказа в приемке всей партии, даже если физически изделия идеальны.
Если оборудование будет работать в агрессивных средах, обязательно требуйте отчет о межкристаллитной коррозии (МКК) для нержавеющих сталей. Мы сталкивались с ситуацией, когда партия фланцев из стали 12Х18Н10Т прошла входной контроль по химическому составу, но разрушилась через полгода эксплуатации из-за неправильного режима закалки. Только наличие протокола испытаний на склонность к МКК могло бы предотвратить эту ситуацию на этапе закупки.
Производственная база компании ООО «Тяньцзинь Хайшэн» оснащена современным оборудованием и соответствует требованиям ISO 9001, что позволяет гарантировать прослеживаемость материалов от входа сырья до отгрузки. Продукция сертифицирована по директивам PED и стандарту AD2000 WO, что подтверждает её пригодность для работы в самых жестких условиях европейских и азиатских рынков. При заказе уточняйте необходимость нанесения клейма плавки на каждое изделие — это упростит идентификацию при монтаже и эксплуатации.
Действие: Включите в договор поставки пункт о форме предоставляемого сертификата (2.2 или 3.1) и перечне обязательных лабораторных испытаний (химия, механика, УЗИ, МКК).
Этап 4: Контроль качества и методы неразрушающего контроля
Визуальный осмотр (VT) — это необходимый минимум, но далеко не достаточная мера для промышленных фланцев. Дефекты литья, внутренние расслоения металла или непровары в зоне перехода ступицы к кольцу не видны глазу. Стандартная практика качественного заказа подразумевает обязательное проведение ультразвукового контроля (UT) тела фланца. Особенно это актуально для толстостенных изделий, где вероятность внутренних дефектов выше.
Магнитопорошковый контроль (MT) или капиллярный контроль (PT) обязателен для выявления поверхностных трещин. Эти методы должны применяться не только к готовому изделию, но и к заготовке перед механической обработкой. Часто бывает так, что трещина, возникшая при ковке, «раскрывается» только после финишной расточки, когда изделие уже практически готово. Это ведет к браку и срыву сроков. Требуйте от поставщика отчеты о проведении НК (неразрушающего контроля) с указанием чувствительности метода и использованных эталонов.
Гидравлические испытания самих фланцев проводятся редко, так как они являются частью трубопровода, который испытывается целиком. Однако проверка твердости (HB/HRC) является важным этапом. Слишком высокая твердость затрудняет обработку и делает металл хрупким, слишком низкая — снижает износостойкость и предел текучести. Диапазон твердости должен строго соответствовать требованиям стандарта на материал. Отклонение даже на 10 единиц может свидетельствовать о нарушении технологии термообработки.
Один из наших клиентов столкнулся с проблемой, когда партия фланцев имела идеальные геометрические размеры, но разную твердость в разных точках окружности. Причина крылась в неравномерном охлаждении после отпуска. Такие изделия могли повести себя непредсказуемо под нагрузкой. Только выборочный контроль твердости по сечению позволил выявить брак до отгрузки. Всегда оговаривайте методику отбора образцов для испытаний: случайно из партии или из каждой плавки.
Действие: Составьте план инспекции (ITP), где четко пропишите, какие виды контроля (VT, UT, MT, PT, Hardness) проводит завод, а какие — независимая инспекция перед отгрузкой.
Типичные ошибки при формировании заявки
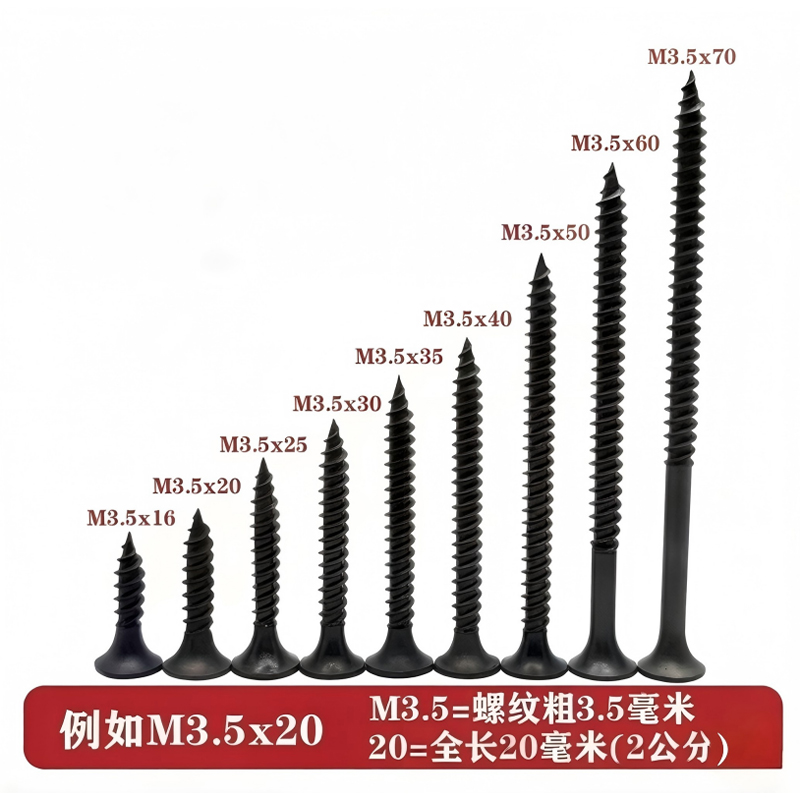
- Игнорирование длины приварного конца. Многие заказчики забывают указать длину ступицы (hub length). Для плоских приварных фланцев это критично, так как от длины зависит прочность соединения с трубой. Стандартная длина может не подойти для труб с нестандартной толщиной стенки.
- Неверный выбор класса шероховатости. Заказ «зеркальной» поверхности там, где достаточно стандартной обработки, необоснованно удорожает изделие. И наоборот, слишком грубая поверхность не обеспечит герметичность с мягкими прокладками.
- Отсутствие требований к консервации. Фланцы из углеродистой стали ржавеют очень быстро. Если в контракте не прописан тип консервационной смазки и упаковки (например, VCI-пленка или деревянная обрешетка), товар может прийти окисленным, что потребует затратной пескоструйной обработки перед монтажом.
- Путаница в системах измерения. Смешение дюймовых и метрических размеров в одном чертеже — классическая ошибка. Убедитесь, что все размеры (диаметр отверстия под трубу, диаметр болтовых отверстий) указаны в одной системе измерений.
Часто задаваемые вопросы
Какой минимальный объем заказа (MOQ) на изготовление плоских фланцев?
Для стандартных типоразмеров многие производители готовы отгрузить даже единичные образцы, однако экономически целесообразный заказ начинается от 50-100 кг или одной транспортной упаковки. При изготовлении非标 (нестандартных) фланцев по индивидуальному чертежу MOQ определяется стоимостью переналадки станков и обычно составляет от 10 штук одного типоразмера. В компании ООО «Тяньцзинь Хайшэн» мы гибко подходим к этому вопросу: для постоянных партнеров возможны исключения, особенно если речь идет о срочной потребности для ремонта действующих линий.
Сколько времени занимает производство партии фланцев?
Стандартный срок изготовления для наличия заготовок на складе составляет 15–20 рабочих дней. Сюда входит механическая обработка, термообработка и контроль качества. Если требуется заказ сырья (поковки) под специфическую марку стали, срок увеличивается до 45–60 дней. Важно учитывать логистику: доставка морем из Китая в Европу или Россию занимает еще 30–45 дней. Планируйте закупки минимум за 2–3 месяца до начала монтажных работ, чтобы избежать простоев.
Можно ли заказать фланцы с уже нанесенным антикоррозийным покрытием?
Да, это распространенная практика. Плоские приварные фланцы могут поставляться с горячим цинкованием, эпоксидным покрытием или окрашенными специальными составами. Однако важно помнить: покрытие наносится после механической обработки, но перед упаковкой. Если вы планируете наносить покрытие самостоятельно после получения товара, убедитесь, что поверхность очищена до степени Sa 2.5. Мы рекомендуем заказывать фланцы уже с заводским покрытием, так как это гарантирует адгезию и долговечность защиты в зонах, труднодоступных для последующей обработки.
Как проверить соответствие фланца заявленному давлению (PN)?
Основным косвенным признаком является масса и габаритные размеры, которые строго регламентированы стандартами (ГОСТ, DIN, ASME). Если фланец легче табличного значения более чем на 5%, это признак использования заниженных допусков или менее плотного материала. Однако единственный надежный способ — запросить протокол гидравлических испытаний образца или сертификат 3.1 с указанием предела текучести материала. Визуально определить запас прочности невозможно.
Итоговые рекомендации по выбору поставщика
Рынок промышленных компонентов перенасыщен предложениями, но надежных партнеров, способных обеспечить полный цикл контроля качества, единицы. При выборе подрядчика обращайте внимание не только на цену за килограмм, но и на наличие собственных лабораторий и лицензий на производство оборудования под давлением. Опыт компании ООО «Тяньцзинь Хайшэн Электромеханическое инженерное оборудование», являющейся поставщиком для ядерной и нефтегазовой отраслей Китая, показывает, что инвестиции в качественную комплектацию окупаются отсутствием аварийных ремонтов в первые пять лет эксплуатации.
Правильно оформленный заказ — это гарантия того, что полученные фланцы встанут на место без подгонки и будут служить десятилетиями. Не экономьте на этапе технического согласования. Потраченный час на уточнение деталей спецификации сэкономит вам дни простоя и тысячи долларов на переделках. Мы готовы предоставить техническую консультацию и помочь с подбором оптимального решения для вашего проекта, опираясь на наши 15 национальных патентов и статус высокотехнологичного предприятия.
Если вы готовы перейти от теории к практике и обсудить детали вашего проекта, свяжитесь с нами сегодня. Наши инженеры помогут составить грамотное техническое задание и рассчитают стоимость партии с учетом всех логистических и таможенных нюансов. Каталог трубопроводной арматуры и фитингов доступен для ознакомления, но для индивидуальных расчетов мы рекомендуем прямой диалог с техническим отделом.